2021-11-04
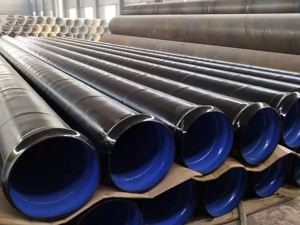
3PE防腐钢管在打磨处理预留段聚乙烯层剖口时,管子两端焊接余高未打磨或打磨不整平,会导致焊接凸出部位聚乙烯底端的环氧粉末被磨去,在防腐管室外堆积的时间较长的状况下,焊接表层金属就会先被锈蚀,进而导致3PE防腐钢管防腐层出现翘边的状况。接下来为您介绍一下避免3PE防腐钢管防腐层管端出现翘边的方法 。

1、在没影响管口焊接的状况下,应尽可能增多聚乙烯层端部环氧粉末的预留长短,可避免因钢管堆积的时间较长,管子两端金属腐蚀比较严重导致的3PE防腐钢管防腐层翘边。
2、防腐管室外堆积的时间较长时,应在管子两端进行遮挡,避免雨水锈蚀,导致管子两端比较严重锈蚀。
3、若管道当场施工时间较长,能够 在管子两端金属外露处刷涂可焊防锈漆,以避免防腐管在存储期间因锈蚀导致3PE防腐钢管防腐层翘边。
4、严格把控管子两端预留处焊接余高的打磨品质。在焊接处聚乙烯剖口外与管体其余部位相同,使环氧粉末保存长短>20mm,以避免焊接处环氧粉末底端先被锈蚀而导致3PE防腐层翘边。
5、预留段环氧粉末涂层仅有保存完整,才可以起着减缓3PE防腐钢管管子两端因锈蚀导致的翘边。我国管子两端聚乙烯剖口加工都用钢丝轮打磨处理方法,会毁坏环氧粉末涂层,应改成机械加工剖口,刀口底部要有限位装置来操控刀具的进刀深度,以防伤到环氧粉末涂层。
上一条: 聚氨酯保温钢管如何固定
下一条: 聚氨酯保温钢管施工须知